
 咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660




— β晶型PPH科普中心 —
NEWS CENTRES 全国免费客服电话
17749553660
全国免费客服电话
17749553660
邮箱:164981190@qq.com
手机:17749553660
电话:17749553660
地址:江苏南京东坝新材料产业园
β晶型PPH管科普
发布时间:2026-06-08 人气:
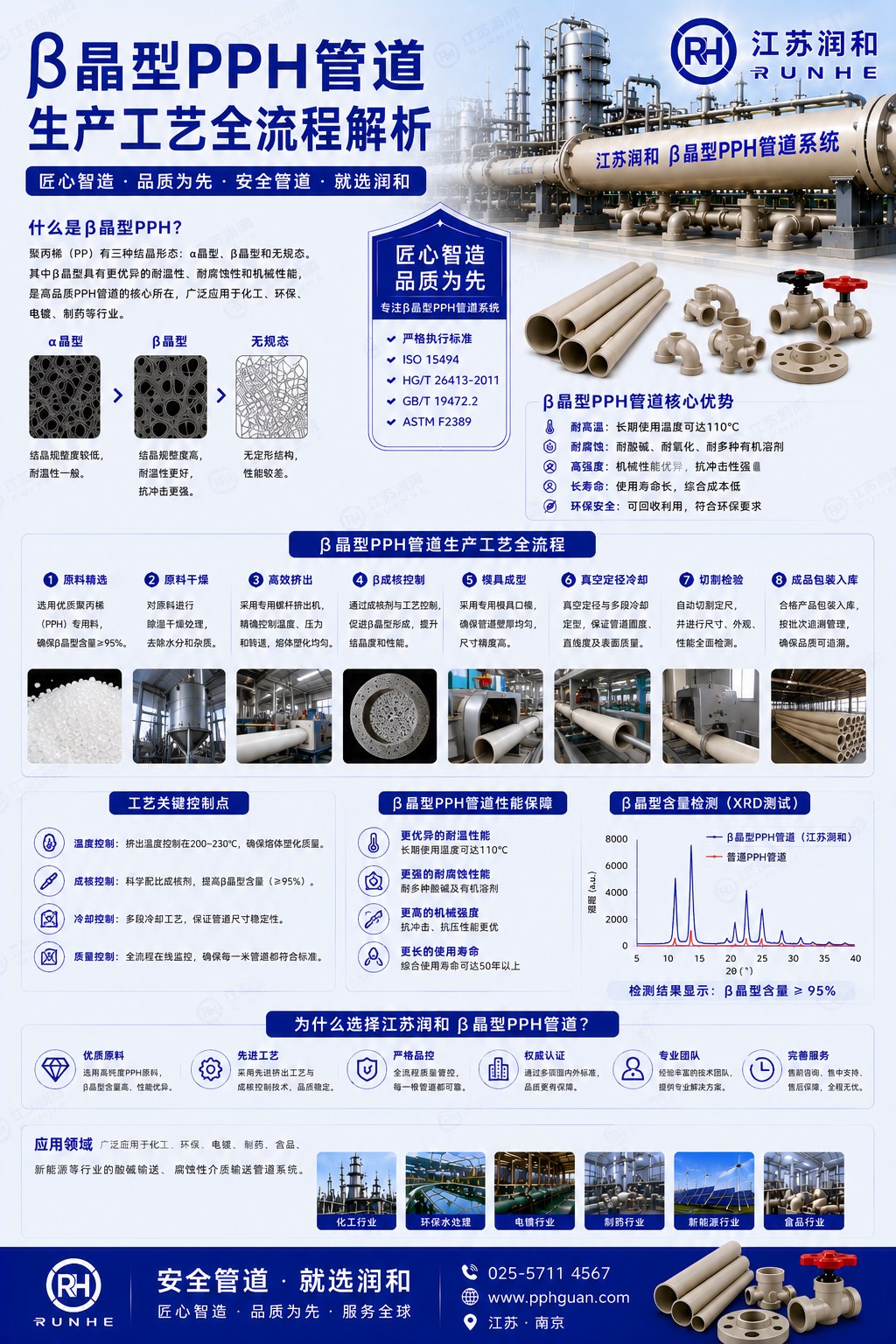
在化工管道领域,有一种材料正以惊艳的性能改写行业规则——江苏润和β晶型PPH管。它不是普通的聚丙烯管,而是通过在分子层面进行"晶型手术",将均聚聚丙烯重塑为六方晶系的β晶型结构,从而获得远超传统管材的耐腐蚀、抗冲击与耐高温性能。
这场蜕变,始于一套精密到近乎苛刻的生产工艺流程。
江苏润和β晶型PPH管的灵魂,在于原料。
生产选用熔体流动速率0.2~0.4g/10min的高纯度均聚聚丙烯树脂,纯度要求>99.9%,灰分含量需≤0.05%(550℃灼烧法检测)。严禁添加任何回收料或回用料——这是QB/T 5099.1-2017标准的铁律。
在此基础上,按0.1~0.3wt%的比例掺入纳米级β晶型成核剂(如芳酰胺类化合物或聚邻苯二甲酰胺),使β晶型转化率达到85%以上。以江苏润和为代表的企业,采用"进口成核剂+国产基材"的混合配方,在保证β晶型含量≥80%的前提下,将原料成本控制在14,500元/吨以内,较纯进口方案节省22%。
这是整条工艺流程的心脏环节。
原料经干混后送入长径比25:1~30:1的渐变型螺杆挤出机,螺杆采用等螺距不等深结构,压缩比2.5~4。三段温控系统精确运行:
| 温区 | 温度范围 | 作用 |
|---|---|---|
| 加料段 | 150~165℃ | 原料预热与输送 |
| 塑化段 | 170~180℃ | 充分熔融混合 |
| 均化段 | 190~220℃ | 分子链均匀取向 |
在螺杆的剪切作用下,β成核剂与PP-H充分均化,熔体在模具中经历快速冷却,β晶核通过异相成核机制主导结晶过程,最终形成晶粒尺寸小于100nm的β晶型结构。
与板卷工艺"先成型后改性"的逆向逻辑不同,挤塑工艺的本质是在流动场中实现晶型控制——通过螺杆转速、温度梯度等参数,精准调控分子链的取向与排列。
挤出的管坯进入直通式模具,配合真空定径套使外径公差控制在±0.5mm以内,同时形成0.5~1.5MPa的径向压力,促进β晶型有序排列。
随后,管材进入三级梯度冷却系统(80℃→60℃→40℃),以≥5℃/min的冷却速率快速定型。这一步至关重要——冷却太慢,β晶型会回转为α晶型;冷却太快,内应力骤增。三级梯度的设计,使管道内应力降低80%,韧性提升40%。
冷却后的管材进入60~80℃热风循环装置进行退火处理,进一步消除残余内应力,使β晶型结构趋于稳定。
经过退火,管材在-20℃至+110℃温度范围内保持优异的尺寸稳定性,热膨胀系数仅为传统PPH管的60%。
现代化产线在这一环节已实现100%全检:
激光测径仪:实时监控外径与壁厚,壁厚偏差≤±0.5mm
超声波探伤仪:检测内部气泡、裂纹等缺陷
熔融指数仪(符合GB/T 3682.1-2018):每批次原料检测
江苏润和已部署太赫兹波无损检测系统,检测速度达30米/分钟,将返修率从4.2%降至0.7%。
管材经牵引后由专用管割刀切割,端口平整度误差控制在±0.2mm以内。随后打磨去除毛刺,使外壁粗糙度Ra≤0.8μm。
终检涵盖外观、尺寸、拉伸屈服应力(≥28MPa)、氧化诱导时间(≥20分钟)等全部关键指标。以DN200管材为例,实测壁厚偏差仅0.2mm,环向应力≥16MPa。
| 维度 | 挤塑工艺 | 板卷工艺 |
|---|---|---|
| 核心逻辑 | 熔融态晶型控制 | 机械应力诱导晶型转变 |
| β晶型含量 | ≥85%,晶粒尺寸D50=80nm | 沿拉伸方向比垂直方向高20%~30% |
| 抗冲击强度 | 12kJ/m²(23℃),普通管的3倍 | 环向强度MRS10=10MPa,轴向仅8MPa |
| 表面硬度 | — | 65 Shore D,耐磨性为挤塑的1.5倍 |
| 优势场景 | 耐腐蚀、抗冲击要求严苛的化工场景 | 大型结构件、成本敏感型项目 |
β晶型PPH管的生产,绝非简单的"加热—挤出—冷却"。它是一场在分子尺度上进行的精密工程:从原料的纳米级配比,到螺杆剪切场中的晶型诱导,再到三级梯度冷却中的结构锁定——每一步都在与热力学规律博弈。
随着纳米复合成核剂的突破和AI视觉检测的普及,这条工艺线正朝着β晶型含量90%以上、缺陷识别率≥99.5%的目标逼近。江苏润和β晶型PPH管,已不只是一根管道,而是材料科学与精密制造深度融合的工业艺术品。
上一篇:β晶型PPH管道中β的含量是多少
相关推荐
服务热线
