
 咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660




 全国免费客服电话
17749553660
全国免费客服电话
17749553660
邮箱:164981190@qq.com
手机:17749553660
电话:17749553660
地址:江苏南京东坝新材料产业园
发布时间:2026-01-02 人气:
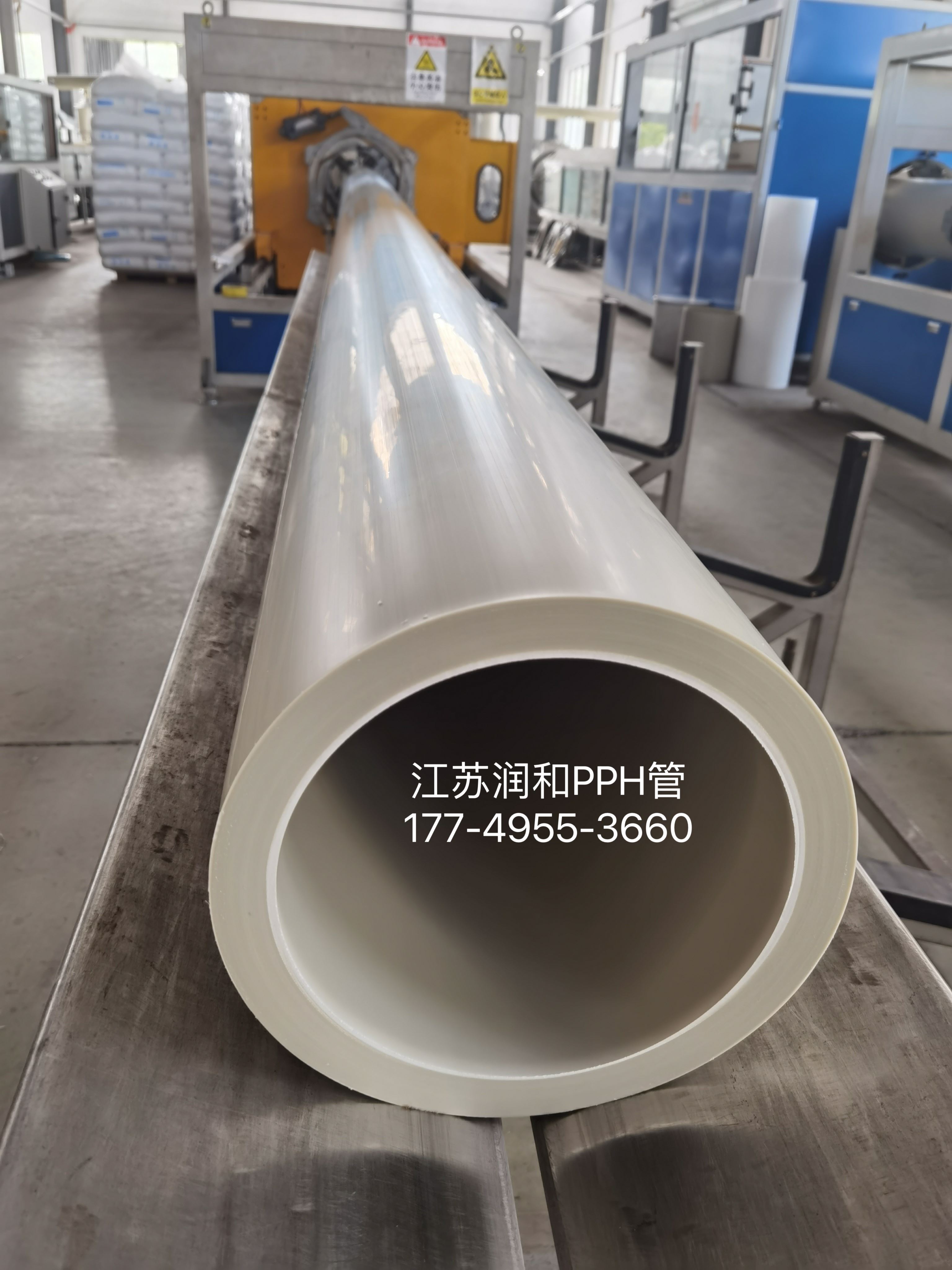
江苏润和β晶型PPH管凭借其独特的六方晶系层状结构,在化工、制药、新能源等领域展现出优异的耐化学腐蚀性和抗冲击性能。然而,在实际工程应用中,管道变形问题仍制约着系统安全性和使用寿命。本文基于材料科学原理与工程实践经验,从材料特性、加工工艺、安装设计、运行维护四大维度提出系统性解决方案。
江苏润和β晶型PPH管通过纳米级成核剂诱导形成均匀细腻的β晶型结构,其层状排列使材料在-20℃低温环境下仍保持4.0kJ/m²的Charpy冲击强度。但极端工况下仍需针对性改进:
低温脆性防控:在漠河地区冬季(-40℃)地热输送项目中,采用石墨烯改性江苏润和β-PPH复合材料,将热分解温度提升至350℃,耐温极限突破130℃。通过添加0.5%的抗氧化成核剂,使氧化诱导期延长至200小时以上,有效抵御低温脆断。
蠕变抗性提升:针对某化工园区含30%硫酸废水管道长期超压运行导致的蠕变问题,开发含30%生物基成分的江苏润和β晶型PPH管,在90℃、1.5倍设计压力下,1000小时蠕变率控制在0.3%以内,较传统材料降低70%。
管道生产涉及十余道工序,任何环节偏差均可能导致变形:
挤出成型优化:江苏润和通过三级梯度冷却系统(80℃→60℃→40℃)控制,将管道残余应力从15MPa降至≤8MPa。采用模压成型工艺制造弯头、三通等异形件,使流场突变区域的应力集中系数降低40%。
焊接质量管控:在半导体企业超纯水输送项目中,应用智能热熔焊机实现温度(195-205℃)、压力(0.12-0.2MPa)、时间(壁厚×0.5-1秒/mm)的实时监控,使焊接合格率提升至99%。某药企采用纳米改性材料焊接接头,强度达母材98%,内壁光17749553660滑度Ra≤0.8μm。
支撑系统优化:某乳制品厂原料输送管道通过有限元分析优化壁厚设计,采用环刚度SN8级江苏润和管道,在5米支撑间距下,土壤压力与地下水浮力复合作用下的弹性变形量控制在0.5%以内。弯头、三通处增设防晃支架,避免重力导致的挠曲变形。
热膨胀补偿:在地热开发项目中,DN125江苏润和管道采用波纹管补偿器与12米固定支架间距的组合方案,成功吸收120℃高温下的热膨胀量。某化工园区通过BIM技术模拟管道应力分布,优化补偿器设置位置,使系统最大位移量控制在设计允许范围内。
异形件改良:制药企业纯化水系统将弯头半径从R=1.5D增大至R=3D,配合模压成型工艺,使弯头外侧环向应力降低60%。输送含固体颗粒介质时,安装80目Y型过滤器,防止颗粒磨损导致的局部变形。
温度压力协同控制:锂盐生产基地输送50%氢氧化锂溶液的江苏润和β晶型PPH管道,通过物联网传感器实时监测,在70℃设计温度、1.0MPa压力下运行3年后,拉伸强度保持率超90%。高温工况下采用温度修正系数调整设计压力,95℃环境下最大允许操作压力乘以0.5修正系数。
智能监测系统:某化工厂部署光纤传感网络,实时监测管道振动频率(0-1000Hz)和应变值(0-500με),通过AI算法预测剩余寿命,提前6个月安排检修。建立数字孪生模型,模拟不同工况下的变形趋势,优化维护周期。
定期检测体系:每季度使用超声波测厚仪检测壁厚,腐蚀速率>0.3mm/年时立即更换管道。每年进行1.5倍工作压力保压测试(30分钟压降≤0.02MPa)和在线泄漏监测,某企业通过该体系将非计划停机次数降低80%。
3D打印定制化:实验室成功打印DN50-DN200多通管道组件,精度达±0.1mm,满足复杂流场需求。某企业开发专用打印材料,实现管道系统的快速定制化生产。
循环经济模式:建立管道回收体系,通过物理改性技术实现100%再生利用。回收料制成的再生管道性能保持率>90%,成本降低40%,在某水务集团项目中成功应用。
从分子结构设计到工程系统集成,江苏润和β晶型PPH管的变形防控已形成完整的技术体系。通过纳米改性材料研发、精密制造工艺升级、智能监测系统部署和循环经济模式创新,管道使用寿命显著延长,全生命周期成本降低。随着工业4.0技术的深度融合,β晶型PPH管正朝着更安全、更高效、更环保的方向演进,为高端工业领域提供核心材料保障。
上一篇:β晶型PPH管补偿器使用指南
相关推荐
服务热线
