
 咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660




 全国免费客服电话
17749553660
全国免费客服电话
17749553660
邮箱:164981190@qq.com
手机:17749553660
电话:17749553660
地址:江苏南京东坝新材料产业园
发布时间:2025-06-11 人气:
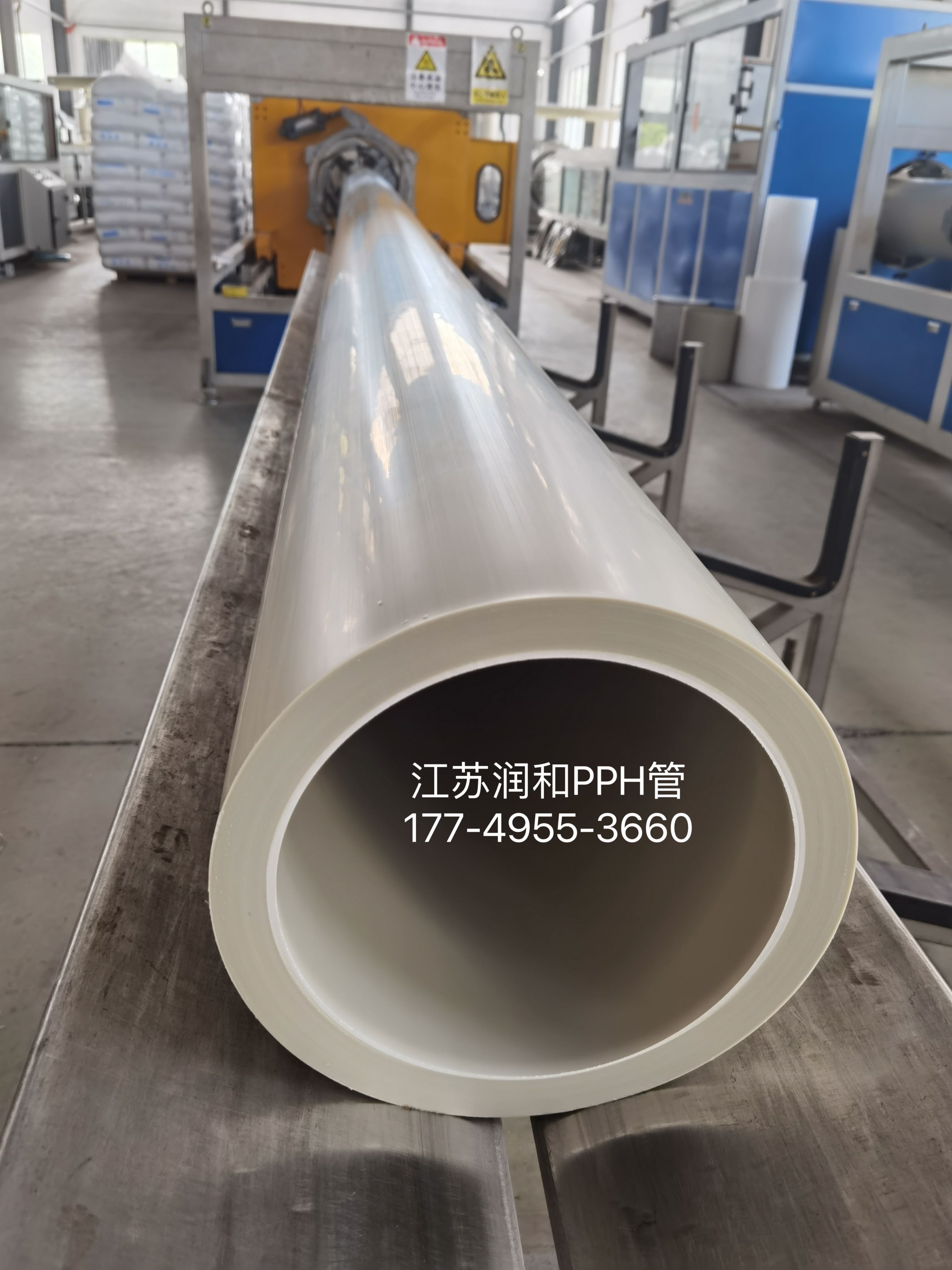
β晶型PPH管(β晶型均聚聚丙烯管)凭借其优异的抗冲击性、耐化学腐蚀性、耐高温性能及高刚性,在化工、环保、食品加工等领域广泛应用。其焊接质量直接影响管道系统的安全性和使用寿命,以下从焊接原理、设备选择、操作步骤及质量控制等方面展开技术解析。
β晶型PPH管通过热熔连接实现分子级融合,焊接界面形成均匀的熔融层,确保连接强度高于管材本体。其β晶型结构赋予材料以下优势:
耐高温耐压:长期工作温度达70℃,负荷热变形温度95℃,耐压等级MRS10;
抗化学腐蚀:可耐受酸、碱、盐等强腐蚀介质,适用于化工输送系统;
抗冲击性能:六方晶系结构使低温抗冲击强度提升30%,适应极端环境。
热熔焊机:需具备压力调节功能(0-10MPa)和温度控制系统(精度±2℃);
加热板:表面镀铬处理,厚度≥15mm,确保热传导均匀性;
切削工具:配备电动切削机,转速1500-3000r/min,用于端口修整;
辅助工具:丙酮清洗剂、无尘布、管端倒角器、液压夹具。
1. 焊前准备
管材检查:确认无裂纹、气泡,端口直线度偏差≤0.5mm/m;
环境控制:温度≥0℃,湿度≤80%,无强风及粉尘;
切割与修整:使用管割刀垂直切割,倒角器处理端口,去除毛刺及氧化层。
2. 对口操作
夹具固定:采用专用模具水平固定管材,错边量≤0.1mm;
端口校准:使用塞尺检测间隙,必要时进行电动切削修正;
清洁处理:丙酮擦拭焊接面,去除油污及静电吸附杂质。
3. 加热与熔接
温度设定:195-205℃(根据管径调整,DN110以下取下限);
压力控制:预热压力0.15MPa,切换压力0.2MPa,吸热时间=管壁厚度×10s/mm;
熔接过程:加热板垂直插入,翻边高度达1mm时撤板,迅速合拢管材并保持压力15-20秒。
4. 冷却与检验
自然冷却:保持夹具固定,冷却时间≥管径×1min(如DN110需110分钟);
外观检测:焊缝翻边均匀,内外起边高度2-3mm,无气孔、裂纹;
压力测试:1.5倍工作压力保压30分钟,压降≤0.02MPa为合格。
温度波动控制:焊接温度偏差超过±5℃时需重新加热;
压力曲线监测:采用带压力传感器的焊机,记录压力-时间曲线;
翻边质量评估:翻边不对称度超过10%时判定为缺陷焊缝;
剖面检测:关键工况下需剖开焊缝,检查熔合区晶粒连续性。
在某化工园区废水处理项目中,采用DN200 江苏润和β晶型PPH管输送含30%硫酸废水。通过严格遵循上述焊接工艺,系统连续运行3年未发生泄漏,对比传统钢管方案,维护成本降低65%。
随着智能制造技术发展,β晶型PPH管焊接正向自动化、数字化方向演进:
机器人焊接:配备视觉定位系统的焊接机器人,定位精度达±0.05mm;
物联网监控:通过传感器实时采集焊接参数,实现全流程追溯;
新型焊材:研发纳米改性β晶型PPH材料,焊接强度提升20%。
β晶型PPH管焊接需严格遵循工艺规范,通过设备选型、参数控制及质量检测的闭环管理,可确保焊接接头性能达到管材本体的95%以上。未来,随着材17749553660料科学与自动化技术的融合,其焊接工艺将更加高效可靠,为工业管道系统提供更优质解决方案。
上一篇:β晶型PPH管防静电电阻值
下一篇:β晶型PPH管常用密封材料
相关推荐
服务热线
