
 咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660




 全国免费客服电话
17749553660
全国免费客服电话
17749553660
邮箱:164981190@qq.com
手机:17749553660
电话:17749553660
地址:江苏南京东坝新材料产业园
发布时间:2025-05-29 人气:
β晶型PPH管挤塑工艺是生产高性能聚丙烯管道的核心技术,其工艺流程涵盖原料准备、挤出成型、冷却定型、切割检测等环节,需通过精确控制工艺参数确保产品性能。以下为具体介绍:
β晶型PPH管挤塑工艺的原料是经过β晶型改性的聚丙烯(PPH)树脂。这种树脂通过特殊的改性处理,使其分子结构中形成β晶型,从而赋予管道材料更优异的性能,如更高的耐热性、抗冲击性和耐化学腐蚀性。在原料准备阶段,需确保树脂的干燥和纯净,避免杂质和水分对挤塑过程产生不良影响。
挤塑工艺主要使用单螺杆或双螺杆挤出机。挤出机的螺杆结构、长径比以及压缩比等参数需根据PPH树脂的特性进行精心设计,以确保树脂在挤出过程中能够充分塑化并均匀流动。模具的设计同样关键,它决定了管道的外径、壁厚以及内壁的光滑度。模具的材质需具有良好的耐磨性和耐腐蚀性,以延长使用寿命。
温度控制:挤塑过程中,各区段的温度需精确控制。一般来说,加料段温度较低,以防止树脂过早熔融;压缩段温度逐渐升高,使树脂充分塑化;计量段温度则保持稳定,以确保树脂以均匀的熔融状态进入模具。模具温度也需适当控制,以避免管道表面出现缺陷。
压力控制:挤出机内的压力需保持在适当范围内,以确保树脂能够顺利通过模具并形成所需的管道形状。压力过高可能导致树脂分解或管道壁厚不均;江苏润和压力过低则可能导致树脂流动不畅或管道出现空洞。
速度控制:挤出速度需与牵引速度相匹配,以确保管道的壁厚均匀且尺寸稳定。挤出速度过快可能导致管道表面粗糙或壁厚不足;挤出速度过慢则可能降低生产效率。
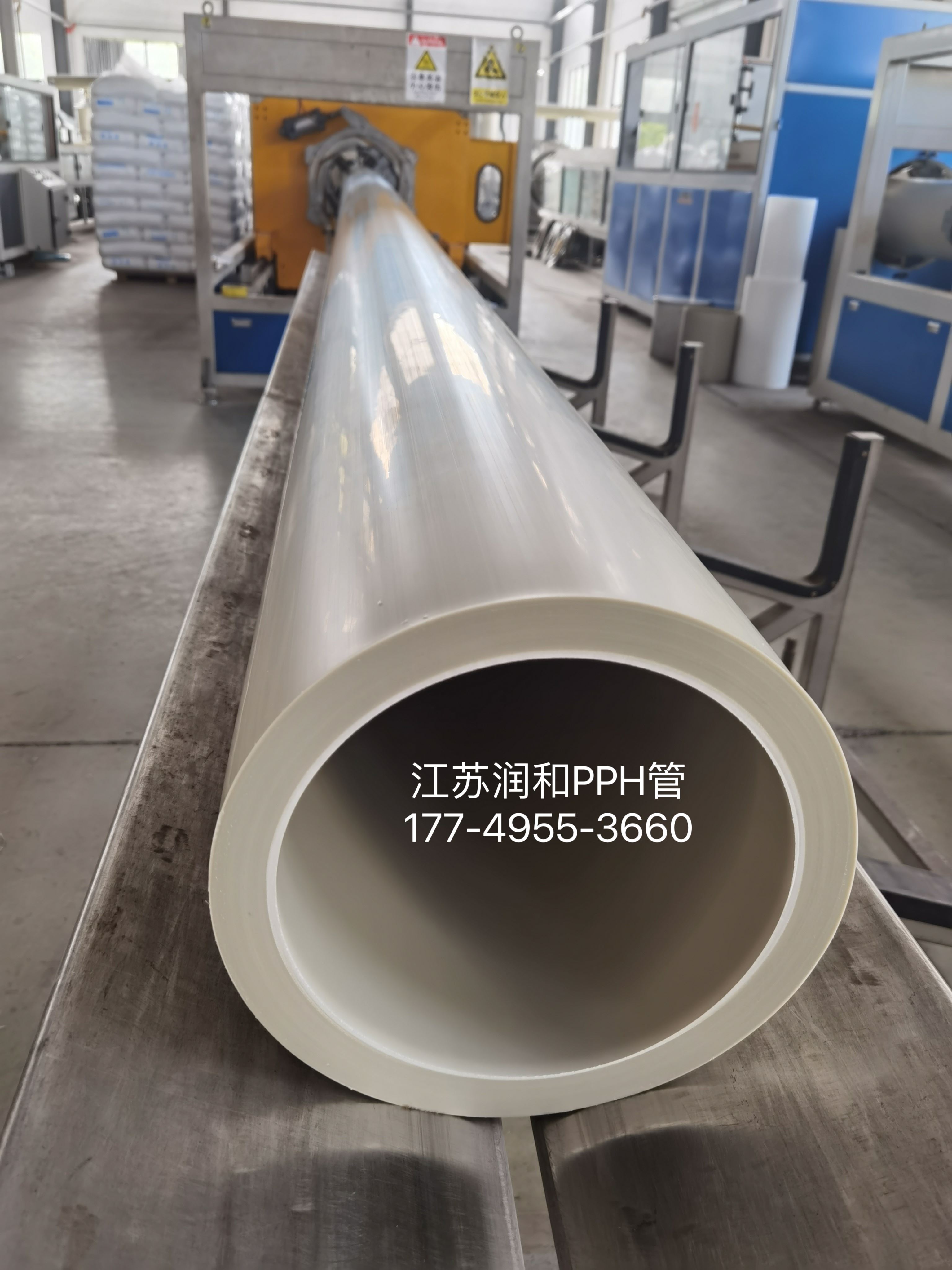
在挤塑过程中,PPH树脂经过挤出机的加热和剪切作用,逐渐熔融并塑化。熔融的树脂在螺杆的推动下,通过模具的型腔,形成连续的管道形状。随后,管道经过冷却水槽或喷淋冷却装置进行快速冷却,以固定其形状并增加其强度。冷却后的管道被牵引机牵引至切割17749553660装置,按照预定长度进行切割。
切割后的β晶型PPH管需进行后处理,如去除毛刺、打磨内壁等,以提高管道的外观质量和内部光滑度。随后,对管道进行严格的质量检测,包括外观检查、尺寸测量、压力测试等,以确保其符合相关标准和客户要求。
相关推荐
服务热线
