
 咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660
咨询电话:17749553660




 全国免费客服电话
17749553660
全国免费客服电话
17749553660
邮箱:164981190@qq.com
手机:17749553660
电话:17749553660
地址:江苏南京东坝新材料产业园
发布时间:2025-04-28 人气:
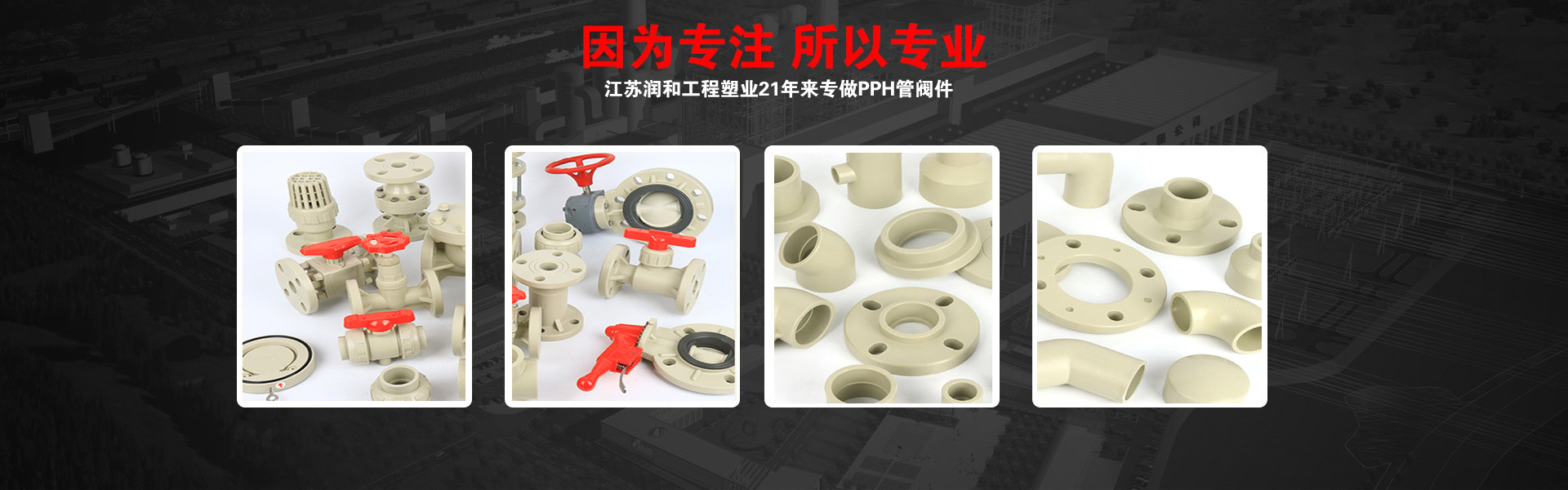
β晶型PPH管采用注塑或模压工艺时,在生产效率、产品精度、性能表现、成本及适用场景上存在显著差异,以下为具体分析:
注塑:将β晶型PPH树脂颗粒加热至熔融状态,通过螺杆的旋转和推动,将熔融塑料注入到闭合的模具型腔中,在模具的冷却作用下,塑料熔体逐渐固化成型,最终得到与模具型腔形状一致的管件或管材部件。
模压:先将β晶型PPH原料放入预热的模具型腔中,然后通过压力机对模具施加高压,使原料在高温高压下发生流动、变形并充满模具型腔,经过一定时间的保压和冷却后,开模取出制品。
生产效率
注塑:生产周期相对较短,成型速度快,能够在较短时间内连续生产出大量产品,适合大规模生产。例如,在一些自动化程度较高的注塑生产线上,每小时可生产数百件甚至上千件小型管件。
模压:生产周期较长,包括装料、加压、保压、冷却、脱模等多个步骤,每个步骤都需要一定的时间,生产效率相对较低,更适用于小批量或定制化生产。
产品精度和复杂性
注塑:能够制造出形状复杂、尺寸精度高的产品。通过精确的模具设计和制造,江苏润和可以生产出具有精细结构、薄壁特征的管件,且产品尺寸的一致性好,公差范围小。
模压:对于形状简单、尺寸精度要求不高的产品较为适用。虽然也可以制造出一定复杂度的产品,但在实现精细结构和薄壁方面相对注塑工艺有一定难度,产品尺寸精度可能稍逊一筹。
产品性能
注塑:由于熔融塑料在高压下快速充填模具型腔,产品内部的分子取向较为均匀,整体性能较为一致。但快速冷却可能导致产品内部存在一定的内应力,在某些情况下可能会影响产品的长期使用性能。
模压:在高温高压下成型,原料能够充分流动和压实,产品内部结构致密,力学性能较为优异,且内应力相对较小。不过,如果工艺参数控制不当,可能会出现产品密度不均匀等问题。
成本
注塑:模具成本较高,尤其是对于复杂形状的产品模具,设计和制造费用昂贵。但生产效率高,单位产品的生产成本随着生产规模17749553660的扩大而降低。
模压:模具成本相对较低,设备投资也相对较小。然而,由于生产效率低,人工成本和能源消耗相对较高,导致单位产品的综合成本在生产规模较小时可能高于注塑工艺。
适用场景
注塑:广泛应用于各种需要大量生产、形状复杂、尺寸精度要求高的β晶型PPH管件和管材部件,如管道连接件、阀门零件等。
模压:常用于生产形状相对简单、批量较小或对力学性能有较高要求的制品,例如一些大型的、结构较为规整的管材部件或特殊用途的管件。
上一篇:β晶型PPH管耐低温值详细说明
下一篇:β晶型PPH管导静电和防静电
相关推荐
服务热线
